文摘:讨论了液体涡轮流量计的几种标定系统,包括稳态标定、动态标定、在线标定和实时标定。其中在线标定和实时标定是提高涡轮流量计测量精度的重要措施,计算机辅助测试系统的建立已不难实现这2种标定。
前言
由于制造过程中的公差,每台涡轮流量计的仪表常数都不相同,出厂前必须逐台标定并把标定出的仪表常数标在标签中,使用时若与标定状态相差校大时需重新标定。另外,考虑到使用过程中转动件的磨损等因素引起流量系数的变化,也应定期标定。因此除生产厂具有标定设备外,使用部门也逐渐建立了标定系统。以下讨论几种液体涡轮流量计的标定方法。
1、静态质量法
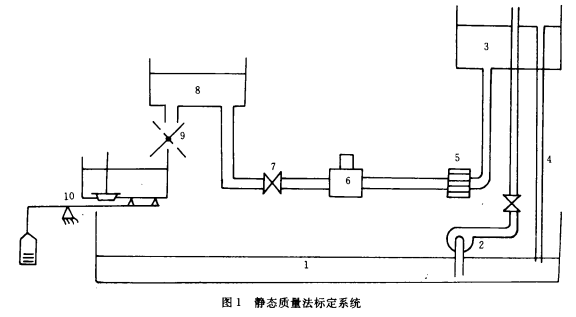
静态标定设备一般由液体恒压源、计量器、计时器和同步机构组成。其中计量器用标准容积时称为容积法;使用地上衡或地中衡直接测出质量流量时称为质量法。由于地上(中)衡精度较高,所以质量法标定精度较高,一般误差为±0.05%~0.2%,而容积法为±0.2%~0.4%。图1为静态质量法标定系统。图中,1一储液池(水或其它介质);2一泵;3一液塔;4一溢出管;5一整流器;6一被校涡轮流量计;7**量调节阀;8一背压装置;9一换向器;10一地上衡。其中被校涡轮流量计之前的直管段长度应为管径的30~50倍;之后的直管段应为管径的10~15倍。整流器的作用是保证进人涡轮流量计的流态,消除旋转流对测量的影响,流量调节阀应装在流量计之后,避免阀门对流量扰动带来误差。标定时使用精度高德石英晶体电子秒表测量换向器2次动作之间的时间,地上衡测出这段时间流过流量计的液体质量,即可求出质量流量。由于测质量时被测液体处于静止状态,故称静态质量法。
2、动态质量法
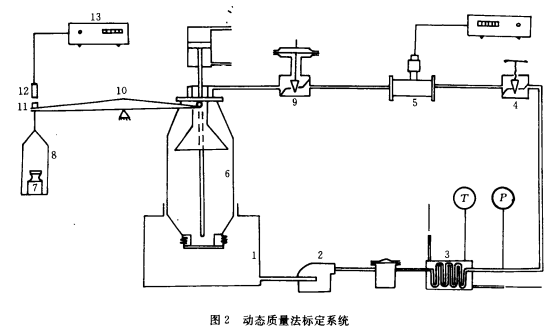
由于静态法必须等待容器中的液体静止后才能测量,另外容器中不能存在残留液体,所以效率低,动态标定法是在液体流动情况下进行质量或容积测量:一般先把容积或质量固定,只测量时间,操作简便,效率高。图2为1种动态质量法标定系统,可在连续运行状态下对流量计进行标定。其工作过程为:打开主泵2.使油液在回路中循环;调节油温控制器3.使油液达到标定温度;调节流量调节阀4.使被校流量计5.指示标定刻度;流场稳定后先在祛码盘8中加起始质量祛码,秤10失去平衡;按标定按钮,计量油箱6底部放泄阀关闭、计时、计数器13回零,开始充液;随着计量油箱中油液增加达到起始质量时,秤10恢复平衡,执行元件11触发传感器12.使计时、计数器13开始计时计数;再将一标准质量砝码加于砝码盘8中,秤10又失去平衡;继续充液,当*二次达到平衡时,再次触发传感器12.使计时、计数器停止工作。由所计时间t和质量即可求出质量流量。一个循环结束后,放泄阀自动打开,计量油箱中的油液放到主油箱1中.整个标定过程中,只需人工调节流量阀,加2次固定质量的标准祛码。每次循环时间1~2min,效率较高。另外计量油箱全部质量支在秤上,不与管路系统有刚性连接,因此精度高。为了防止油液冲击影响测量精度,计量油箱中采取了防冲击措施。
3、在线标定和实时标定
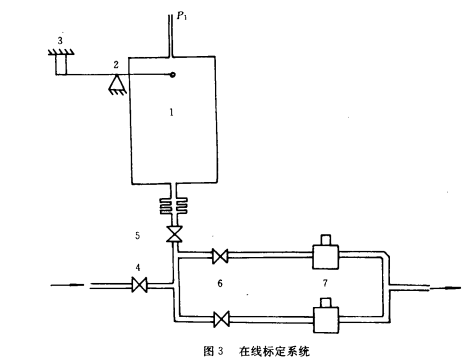
在生产系统或实验系统上附设流量标定装置,在不影响生产或实验工作情况下进行标定称为在线标定。若每次对流量进行检测时都**进行标定即为实时标定或称实时校准,实时标定可以消除各种参数的变化对测量精度的影响。图3为质量法在线标定系统,它附设在工作系统中,可以进行实时标定。处于工作情况时,打开开关4、5、6,,油液通过涡轮流量计7去工作系统,同时通过开关5充往计量油箱1,计量油箱与液体管道无刚性连接,全部质量通过杠杆2作用在力传感器3上,计量油箱充一定的油液后在传感器输出信号控制下关闭开关5,作好标定准备。标定时,打开开关5,关闭开关4,此时计量油箱中的油液在计量油箱上方提供的一定气压P1驱动下经过被标定流量计进人工作系统。此时只需测出力传感器测出的起始质量M1到终了质量M2之间的时间就可得到质量流量,达到终了质量M2后,自动打开开关4,恢复正常工作状态,该系统在计算机控制下很容易实现,并立即求出实时的仪表常数,计算机每次采集流量数据之前按上述过程进行一次实时标定。然后进行数据采集,按实时标定的仪表常数进行数据处理。
由于标定系统难免有残存液体,尤其是粘性较大时附着在壁面上的液体,须另加冲洗系统和加热系统,使设备复杂化。另外,容积法受容积误差影响,质量法受管路系统支撑系统影响,测量精度受到限制,近代出现的标准体积管具有精度高、系统简单、占地面积小、便于在线标定、容易配合计算机进行实时标定,尤其适于粘性液体,被公认为*佳的粘性液体流量标定装置。其基本原理是检测通过一定容积液体所需时间,标准体积管的容积误差为±0.35%。图4为标准体积管标定系统原理图,工作顺序为:拔出销3,球A落入管道,再插进销3,球A被流动的液体推动到检测器4时,检测器给计时器发信号,开始计时,球A到达检测器5时,给计时器发出停止计时信号,计量结束。2检测器之间的体积一定,按所计时间求出容积流量。球A继续前进,停在销6处。推球器7退出,拔出销,6,球A生落下,同B、C球并列,推进推球器7,使B球落下,用C、A2球密封,B球落在销3上,同时插进销6,等待下一次标定。

以上工作顺序由计算机管理很容易实现。由于标准体积管的容积误差小,因此标定精度高。在生产线上接入必要的控制开关,即可实现在线标定和实时标定。